냉간단조공법을 이용한 자동차 스타트모터용 피니언 기어의 제조방법
냉간단조공법을 이용한 자동차 스타트모터용 피니언 기어의 제조방법
강인자 기자입력2006-09-27 09:39:19
본 발명은 냉간단조공법을 이용한 자동차 스타트모터용 피니언 기어의 제조방법에 관한 것으로서, 더욱 상세하게는 제조하고자 하는 피니언기어의 외경기어부 및 내경 헬리컬기어부를 동시 성형함으로써, 외경기어부 및 내경 헬리컬기어부에 대해 별도의 기계적 절삭가공으로 인한 추가 비용을 절감할 수 있을 뿐만 아니라 제작시간을 단축할 수 있어 생산성의 극대화 및 작업환경을 개선할 수 있고 치수 정밀도와 기계적 성질이 월등히 우수한 냉간단조공법을 이용한 자동차 스타트모터용 피니언 기어의 제조방법에 관한 것임.
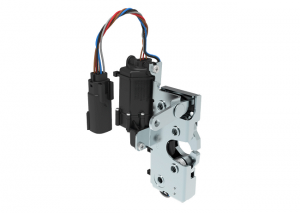
일반적으로 자동차용 스타트모터(start motor)는 엔진시동을 위하여 최초의 흡입행정과 압축행정에 필요한 구동력을 공급하는 부분으로서 배터리의 전원을 인가받아 엔진의 크랭크축 외측단부에 고정된 플라이휠의 링기어를 피니언기어로 회전시켜 줌으로서 크랭크축으로 하여금 최초의 흡입행정과 압축행정을 수행하도록 하는데, 이와 같이 엔진이 작동되면 더 이상 엔진을 회전시킬 필요가 없으므로 오버런닝 클러치가 엔진의 가동으로 회전하는 힘이 반대로 발생되면 스타트모터가 엔진을 돌리는 기능을 정지하여 스타트모터를 보호하게 됨. 전술한 스타트모터의 동력을 전달하는 구성요소로는 슬리브 클러치(sleeve clutch)인 베럴(barrel)과, 피니언기어(pinion gear), 샤프트(shaft) 등으로 이루어지는데, 이 때 피니언 기어는 외경에는 외경 기어부가 형성되고 내경에는 헬리컬기어부가 형성되며, 이러한 피니언 기어를 제조하기 위해서는 냉간단조공법을 이용하여 전체적인 형상을 결정한 상태하에서 기계적 절삭가공을 통하여 외경기어부 및 내경 헬리컬기어부를 형성하여 완성되었음. 그러나, 전술한 피니언기어는 외경기어부 및 헬리컬기어부를 기계적 절삭가공을 통해서 각각 따로 제작하여야 하기 때문에 제작시간이 증가하게 되고, 외경기어부 및 헬리컬기어부를 가공하기 위해서는 전문기술 인력과 고가의 전용장비가 필요하여 인건비의 상승뿐만 아니라 생산성이 저하되고 외경기어부의 치수 정밀도와 기계적 성질이 떨어지는 문제점이 있었음.
본 발명은 상기와 같은 종래의 문제점을 해결하기 위해 안출된 것으로, 본 발명의 목적은 제조하고자 하는 피니언기어의 외경기어부 및 내경 헬리컬기어부를 동시 성형함으로써, 외경기어부 및 내경 헬리컬기어부에 대해 별도의 기계적 절삭가공으로 인한 추가 비용을 절감할 수 있을 뿐만 아니라 제작시간을 단축할 수 있어 생산성의 극대화 및 작업환경을 개선할 수 있고 치수 정밀도와 기계적 성질이 월등히 우수한 냉간단조공법을 이용한 자동차 스타트모터용 피니언 기어의 제조장법을 제공하는데 있음.
본 발명에 따르면, 소재를 절단한 후 소재에 업세팅공정을 실시하고 업셋팅된 소재에 외경플랜지부 및 내경을 형성할 수 있도록 제 1 후방압출공정을 실시하며, 외경 플랜지부 및 내경의 길이를 확보하는 제 2 후방 압출공정을 실시함. 외경 플랜지부의 형상을 성형시키고 내경 하부측에 단차를 형성하여 제 1 언더컷을 형성시키는 사이징공정을 실시하여 예비성형품을 제작한 후, 전방압출공법을 이용하여 예비성형품의 외경 플랜지부에 외경기어부를 형성하면서 내경부가 측면에서 가압되면서 내경부를 줄여 내경 하부측의 단차를 위쪽으로 확대시켜 내경 헬리컬기어의 성형부를 형성시키고 제 2 언더컷을 형성하는 제 1 기어링공정을 실시한 후 제 1 기어링공정이 완료된 성형물에 다시 외경기어부의 성형을 완료하면서 내경에 형성된 제 2 언더컷의 윗부분 내경 헬리컬기어의 성형부에 내경 헬리컬기어부를 형성하는 제 2 기어링공정을 실시하여 자동차 스타트모터용 피니언 기어를 완성함.
출처 : 대구기계부품연구원
디지털여기에 news@yeogie.com 저작권자 @ 여기에. 무단전재 - 재배포금지
의견나누기
회원로그인